


Инструментальная мебель и средства хранения
Процесс изготовления инструментальных тележек
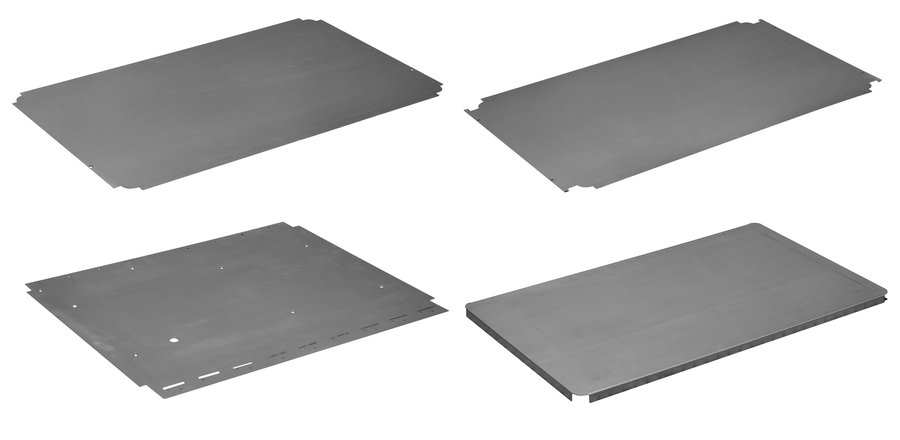
Подготовка составных частей инструментальной мебели
Лицевую панель, днище, левую, правую стойки и заднюю стенку вначале штампуют из рулонной стали на штамповочных машинах с ЧПУ, затем изгибают на листогибочных машинах с ЧПУ.
Производство колесных держателей
Заготовку для держателя колеса вначале вырезают ножницами, выгибают на специальном приспособлении (в две стадии), прошивают и нарезают резьбу.
Рукоятка тележки отштампована из рулонной стали на штамповочных машинах с ЧПУ, затем согнута на гибочных машинах с ЧПУ и приклёпана к левой стойке.
Сварка составных частей
Все элементы загружают в сварочный робот-автомат, и всю конструкцию сваривают, после чего её транспортируют в лакокрасочную камеру.

ИЗГОТОВЛЕНИЕ ЯЩИКОВ
Ящик 70 штампуют из рулонной стали на штамповочных машинах с ЧПУ, затем изгибают на листогибочных машинах с ЧПУ, обжимают и сваривают точечной сваркой. Ящик таким образом готов к нанесению покрытия.
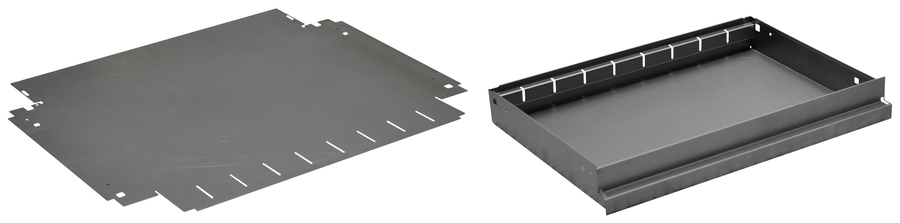
Ящик 160 штампуют из рулонной стали на штамповочных машинах с ЧПУ, затем гнут в два перехода на листогибочных машинах с ЧПУ, обжимают и сваривают точечной сваркой. Ящик готов к нанесению покрытия.

Подъёмную тягу вырезают, используя лазерную резку, обжимают на специальном инструменте, гнут на гибочной машине с ЧПУ, и затем транспортируют для нанесения покрытия.
После нанесения покрытия все составляющие готовы к операции сборки, которую осуществляют на сборочной линии.
Сборка состоит из следующих операций:
Нанесение надписей /трафаретной печати/ на ящик
Сборка ящиков (подъёмную тягу и направляющие приклёпывают к ящику и вставляют синтетический коврик)
Нанесение трафаретной печати на корпус
Установка синтетического коврика и резинового амортизатора на лицевую панель
Сборка замка и запирающего механизма
Закрепление направляющих на корпусе
Вставка ящиков
Проверка тележки, установка колёс и ручек на ящиках
Упаковка тележки в пенополистирол при помощи специального механизма
Окончательная упаковка изделия
