


망치, 펀치 및 끌
망치 제조를 위한 특별한 과정
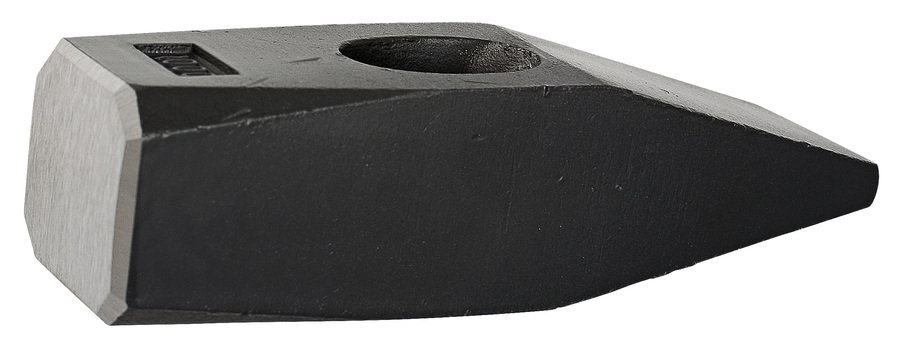
해머
절단
재료 절단은 렌치 제조 기술 절차의 첫 번째 과정입니다. 절단의 최적 설계는 재료의 최적 사용을 제공합니다.
단조
Unior의 단조 기술은 렌치의 우수한 강도 특성을 보장합니다. 특히, 단조 부품에서 적절한 섬유 배향을 유지하여 압연 블랭크와 동일하고 중단되지 않습니다. 단조 부품의 이러한 특성은 중하중 및 동적 하중에 노출되는 제품의 특성을 달성하는 데 필수적입니다.
트리밍
단조 부품 주변의 불필요한 재료는 전용 트리밍 도구를 사용하여 제거합니다. 재료를 원하는 모양으로 다듬어 항상 트리밍의 무게를 최대한 낮춥니다.
브로칭
해머의 적절한 크기는 브로칭에 의해 결정됩니다.

유도 경화
충격 표면에 대한 해머의 국부적 가열 및 템퍼링은 Unior 해머의 기능 부품에 대한 높은 경도를 보장합니다. 어닐링은 충격 표면에 최적의 미세 구조와 필요한 경도를 제공합니다. 이는 해머의 긴 서비스 수명을 보장합니다.

코팅
표면은 정전기 코팅으로 보호됩니다.
핸들
손잡이는 DIN 68340 표준에 따라 필요한 특성을 가진 선택된 물푸레나무 나무를 사용하여 만들어집니다. 왁스로 보호됩니다.
핸들 마킹
사용자가 망치를 올바르게 다루도록 상기시키는 파란색 비문 만들기
조립
최종 조립
최종 조립을 수행하는 훈련되고 숙련되고 세심한 작업자는 Unior 망치의 기능과 높은 품질을 보장하는 견고한 제품을 조립합니다.
