


Műhelyfelszerelések
A szerszámkocsik előállításának folyamata
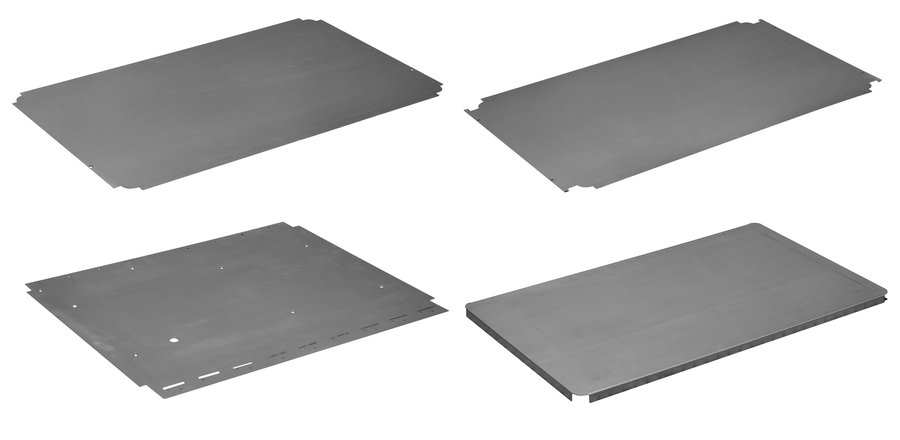
Szerkezet gyártása
A tetőt, a talpat, a jobb és bal oszlopot, valamint a hátfalat elsőként egy CNC présgép sajtolja ki a lemeztekercsből, majd egy CNC hajlítógép az elemeket a megfelelő formára alakítja.
Keréktartók és fogantyú gyártása
A keréktartó konzolokat kivágásuk után két lépésben hajlítják, végül lyukasztják, és menettel látják el.
A fogantyú merevítőjét szintén CNC présgépen, lemeztekercsből sajtolják, majd hajlítják, és a bal merevítő oszlopra szegecselik.
Szerkezet hegesztése
Minden alkotóelemet egy robotcellába helyeznek, ahol megtörténik az elemek összehegesztése a felületkezelést megelőzően.

FIÓKOK GYÁRTÁSA
A 70 mm magas fiókokat CNC présgépen sajtolják, CNC gépen kétszer hajlítják, majd ponthegesztik. A fiók ezt követően készen áll a felületkezelésre.
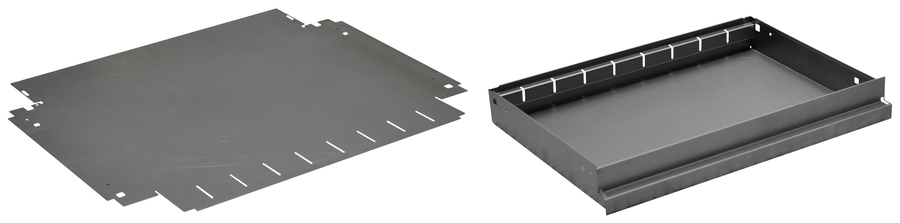
A 160 mm magas fiókokat CNC présgépen sajtolják, CNC gépen kétszer hajlítják, majd ponthegesztik. A fiók ezt követően készen áll a felületkezelésre.

Az emelőrúd kivágása lézeres vágógéppel történik. A rudat préselik, CNC géppel hajlítják, majd átszállítják a felületkezeléshez.
A porlakkozást követően az összes alkotórész készen áll a szerszámkocsi ÖSSZEÁLLÍTÁSÁHOZ, amely egy külön gyártósoron történik.
Az összeszerelés a következő lépésekből áll:
Fiókok feliratozása;
Fiókok összeállítása (az emelőrúd és a fióksínek fiókokhoz szegecselése, valamint a csúszásgátló betétek beillesztése a fiókokba);
Szerszámkocsi házának feliratozása;
Csúszásgátló tetőlap és keret felhelyezése a szerszámkocsi tetejére;
Zár és a zármechanizmus összeszerelése;
Vezetősínek rászegecselése a szerszámkocsi testére;
Fiókok behelyezése;
Szerszámkocsi ellenőrzése, majd a kerekek és a fiókok fogantyúinak felszerelése;
Szerszámkocsi becsomagolása polisztirénhab csomagolóanyagba egy speciális berendezés segítségével;
Becsomagolt késztermék.
