


WORKSHOP EQUIPMENT
A special procedure for the manufacture of the carriage
Housing manufacture
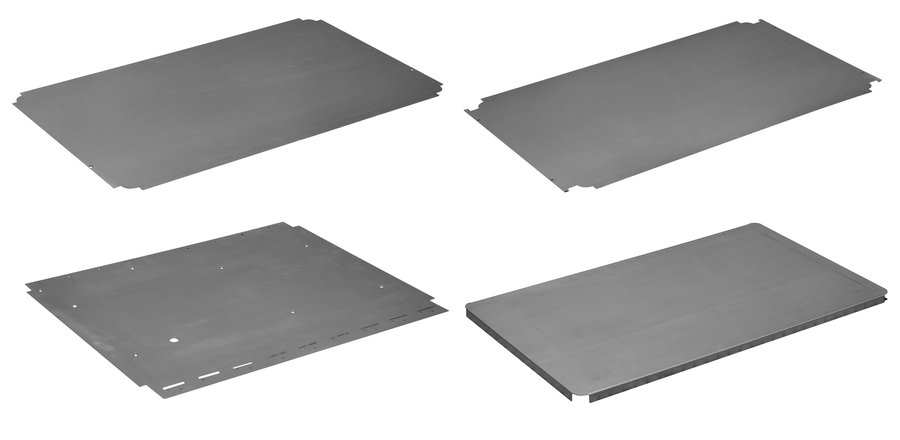
The cover, bottom, left pillar, right pillar and black wall are first stamped out from a reel on a CNC stamping machine, then bent on a CNC bending machine.
Manufacture of wheel holders and handle reinforcement
The wheel holder is first cut with shears, bent on a tool (in two stages), pierced and threaded for wheels.
The handle brace is stamped out from a reel on a CNC stamping tool, then bent on a CNC bending machine and riveted onto the left pillar.
Housing welding
Then all the elements are loaded into a robotic cell for housing welding and the entire housing is welded before being transported for varnishing.

DRAWER PRODUCTION
Drawer 70 is stamped out from a reel on a CNC stamping machine, then bent on a CNC bending machine, pressed on a tool and spot welded using a spot welding device. The drawer is thus ready for coating.
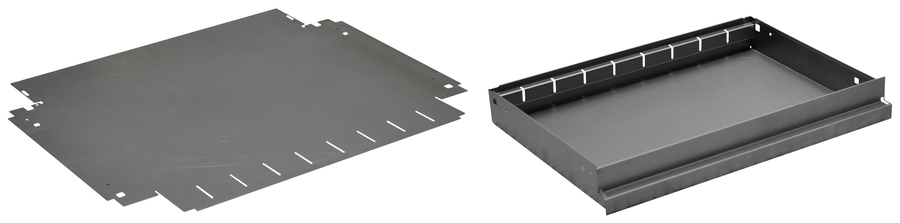
Drawer 160 is stamped out from a reel on a CNC stamping machine, then bent twice on a CNC bending machine, pressed on a tool and spot welded using a spot welding device. The drawer is thus ready for coating.

A lifting rod is cut out with a laser on a laser cutting machine, pressed on a tool, bent on a CNC bending machine and then transported for coating.
After coating, all the elements are ready for the ASSEMBLY of the carriage, which is carried out on the assembly line.
The assembly includes the following actions:
Serigraphy of the drawers
Assembly of the drawers (the lifting rod and guides are riveted to the drawer and a synthetic lining is inserted)
Serigraphy of the housing
Placing the synthetic lining and border onto the carriage cover
Assembly of the lock and the locking mechanism
Riveting the guides onto the housing
Inserting the drawers
Examining the carriage and inserting the wheels and handles into the drawer
Packaging the carriage in Styrofoam using a special packaging device
Final packed products
