


车间设备
工具车的特殊制造过程
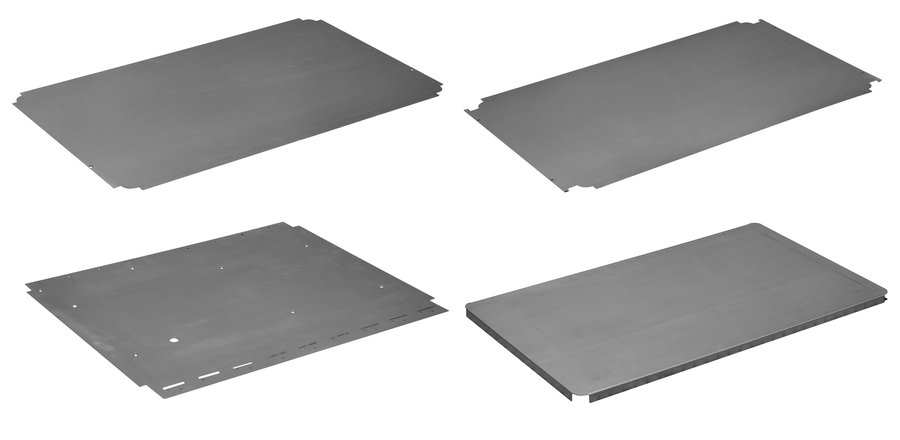
工具车外壳原材料准备
封盖、底部、左柱、右柱和黑色墙板先通过数控冲床卷轴压出,然后在数控折弯机上弯曲。
轮子支架的生产和手柄的加固
车轮托架首先通过剪钳切割,用工具分两步进行弯曲,穿孔,并刻螺纹。
把手托架先通过数控冲压机床进行冲压,然后在数控折弯机上弯曲,并铆接至左柱上。
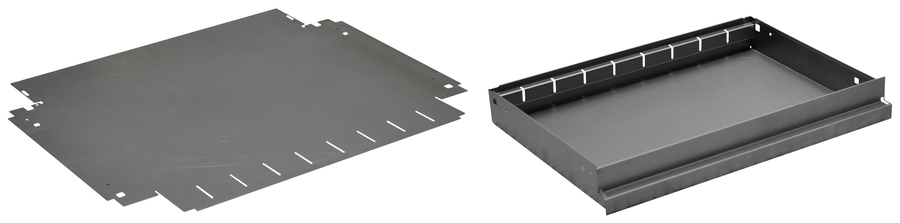
外壳焊接
随后将所有元件装入外壳焊接,在运往上漆点之前,整个外壳都需要完成焊接。

抽屉生产流程
抽屉70先通过数控冲压机床进行冲压,然后在数控折弯机上弯曲,使用工具安装,通过点焊设备进行点焊之后抽屉即可覆盖涂层。
抽屉160先通过数控冲压机床进行冲压,然后在数控折弯机上弯曲,使用工具安装,通过点焊设备进行点焊之后抽屉即可覆盖涂层。

提升杆通过使用激光切割机切割,使用工具安装,然后在数控折弯机上弯曲,最后送去覆盖涂层。
涂层覆盖完毕后,所有元件已就绪,可在组装线上进行组装。
组装包括以下步骤:
抽屉印花
抽屉的组装(提升杆和导轨铆接至抽屉,并插入合成衬里)
外壳印花
将合成衬里和边框放置于工具车封盖上
锁和锁定装置的组装
导轨铆接至外壳
插入抽屉
检查工具车,安装轮子并插入抽屉把手
使用特殊打包设备将工具车包在泡沫聚苯乙烯中
最终打包成品
